ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ
ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ
Наш персонал по визуальному контролю сертифицирован для оказания услуг по обеспечению и контролю качества в нефтегазовой, обрабатывающей и энергетической отраслях. Мы предлагаем широкий спектр услуг, включающих:
- Планирование капитального ремонта завода: Разработка и реализация эффективных стратегий для проведения капитального ремонта, обеспечивающих минимальные простои и максимальную эффективность.
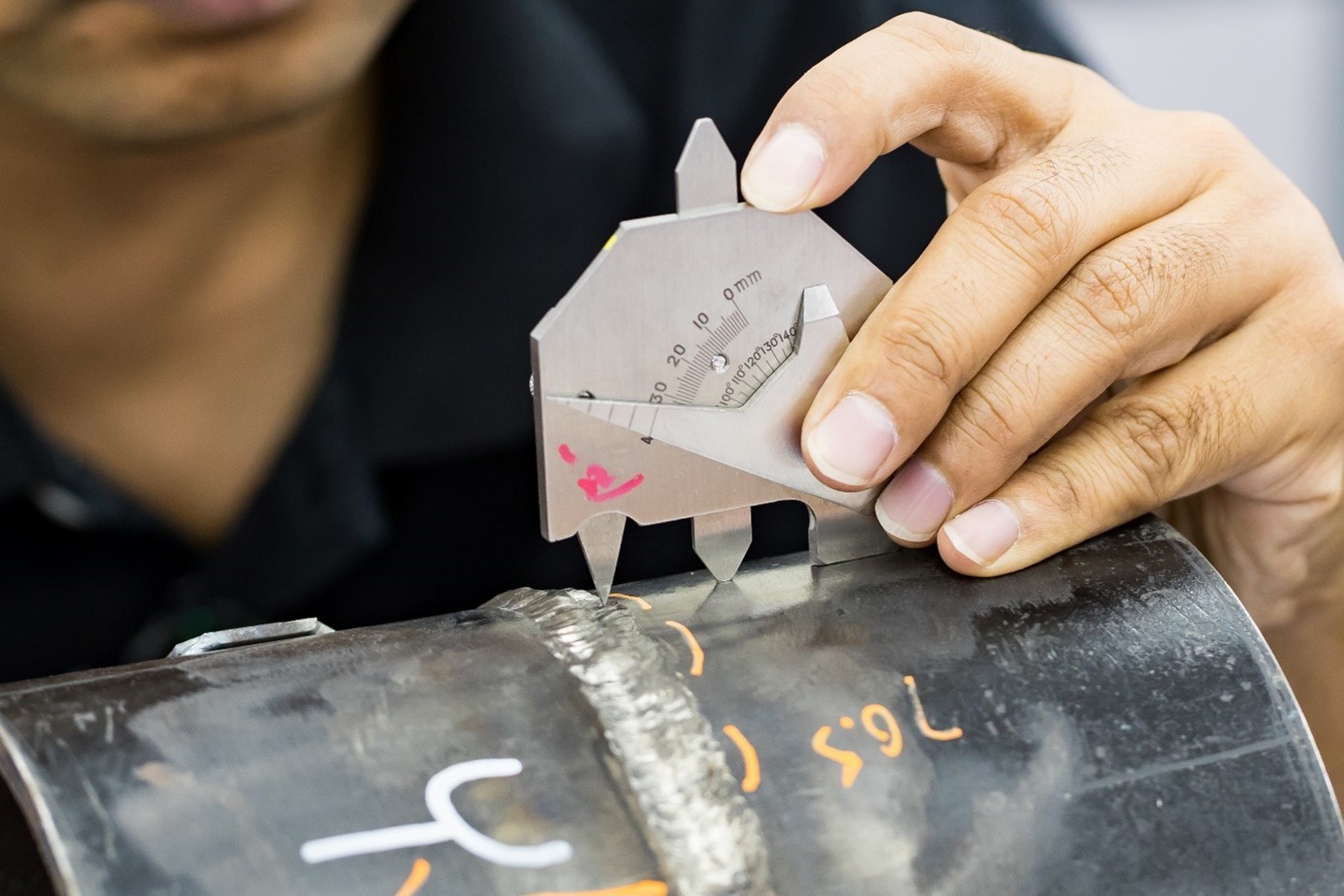
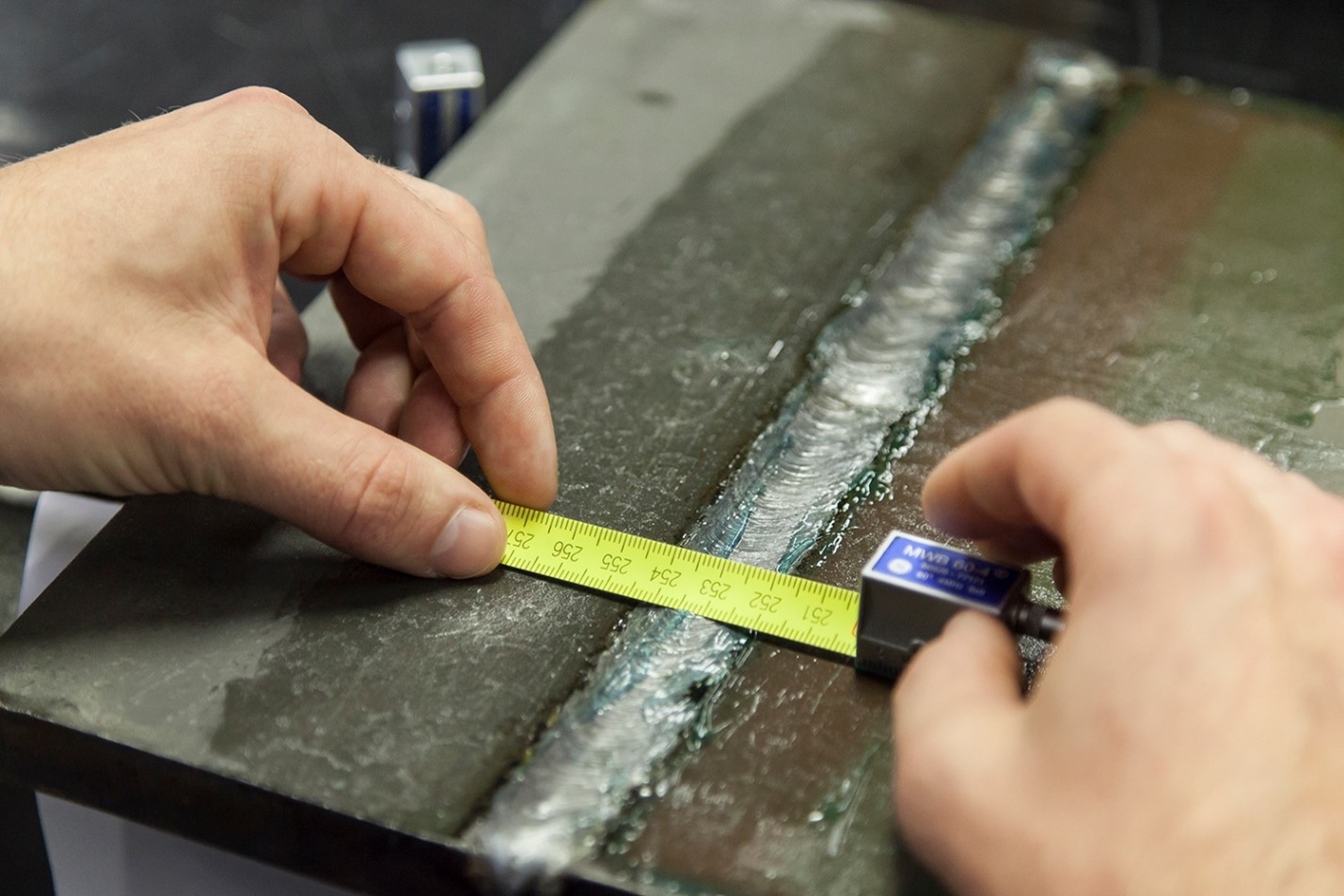
- Визуальный контроль сварных швов и размеров: Проведение тщательных проверок сварных соединений и размеров, гарантируя их соответствие высоким стандартам качества и безопасности.
- Контроль качества документации: Обеспечение полной и точной документации для нового и эксплуатируемого оборудования, соответствующей всем требованиям и нормативам.
Наши специалисты обладают необходимыми знаниями и опытом для выполнения самых сложных задач, гарантируя высокое качество и надежность предоставляемых услуг.
Визуальные методы часто используются в качестве дополнения к другим методам неразрушающего контроля. Они позволяют выявлять дефекты, которые могут быть незаметны при использовании других технологий. Для проведения визуального контроля наши специалисты используют широкий спектр инструментов, включая:
- Манометры: Измерение давления в системах для выявления отклонений от нормы.
- Микрометры: Высокоточные измерения размеров и толщины.
- Штангенциркули: Универсальные инструменты для измерения внутренних и наружных размеров.
- Увеличительные устройства: Лупы и микроскопы для детального осмотра мелких дефектов.
- Дистанционное видеооборудование: Камеры и видеоэндоскопы для проверки труднодоступных участков.
Оборудование для подготовки поверхности: Инструменты для очистки и подготовки поверхностей перед проведением проверок. И многое другое измерительное оборудование.
Эти инструменты обеспечивают высокую точность и эффективность визуального контроля, что позволяет нам гарантировать высокое качество и безопасность проверяемых объектов.
КАППИЛЯРНЫЙ КОНТРОЛЬ
КАППИЛЯРНЫЙ КОНТРОЛЬ
этот метод неразрушающего контроля, используется для обнаружения дефектов и/или несплошностей, разрушающих поверхность. На деталь наносится жидкость с низкой вязкостью, известная как пенетрант, и ей дают задержаться на детали в течение определенного времени. Избыток пенетранта тщательно удаляется и наносится проявитель, который вытягивает пенетрант из дефектов и/или несплошностей за счет капиллярного действия и обеспечивает контрастный фон для улучшения видимости показаний.
К проверяемым материалам относятся цветные и черные металлы, хотя черные металлы обычно проверяются с помощью магнитопорошкового теста для обнаружения подповерхностного слоя. Этот метод используется для обнаружения дефектов поверхности литья, ковки и сварки и/или несплошностей, таких как трещины, поверхностная пористость, утечки, усталостные трещины на эксплуатируемых компонентах и врожденные производственные дефекты.
Подготовка поверхности имеет решающее значение, поэтому важно убедиться, что на поверхностях нет масла, жира, окалины, краски, ржавчины или других остатков, которые могут повлиять на качество контроля.

МАГНИТО-ПОРОШКОВЫЙ КОНТРОЛЬ
МАГНИТО-ПОРОШКОВЫЙ КОНТРОЛЬ
этот метод, используется для обнаружения поверхностных и подповерхностных дефектов и/или несплошностей в ферромагнитных материалах. Магнитное поле воздействует на деталь, и частицы железа намагничиваются, пока деталь намагничивается. Дефекты и/или несплошности обнаруживаются, когда частицы собираются и образуют индикацию в магнитном поле, которая дает представление о размере и местоположении индикации.
Магнитопорошковое наносится на сварные швы, фитинги, трубопроводы, отливки, поковки, сосуды под давлением, механически обработанные детали, валы, клапаны и конструкционную сталь

РЕНТГЕНОГРАФИЧЕСКИЙ КОНТРОЛЬ (РЕНТГЕНОВСКИЕ ЛУЧИ И ГАММА-ЛУЧИ)
 этот метод неразрушающего контроля, в котором используется электромагнитная энергия в виде рентгеновских или гамма-лучей. Рентгенограмма представляет собой двухмерное негативное изображение объекта на пленке, чувствительной к радиационному воздействию. Рентгенография позволяет обнаруживать поверхностные и подповерхностные дефекты и/или несплошности.
Кобальт-60 (Co60) и иридий-192 (Ir192) являются наиболее часто используемыми промышленными изотопами гамма-излучения, которые непрерывно испускают гамма-лучи, хранятся и транспортируются в защищенных экранированных устройствах воздействия. Генератор рентгеновского излучения (также известный как рентгеновская трубка) преобразует электрическую энергию для производства рентгеновских лучей и управляется таким образом, чтобы остановить рентгеновское излучение при отключении электропитания оборудования
Рентгенография выполняется на большинстве металлических и неметаллических материалов, включая сварные швы, наплавки, отливки, поковки, фитинги, клапаны и компоненты, трубы, механически обработанные детали, сосуды под давлением, резервуары для хранения нефти и конструкционную сталь. В общепроизводственных отраслях рентгенография проводится в том числе: объекты энергетики, газодобычи, целлюлозно-бумажные комбинаты, нефтеперерабатывающие заводы и нефтеперерабатывающие заводы, трубопроводы и литейные цеха. Рентгенография также широко используется для определения степени внутренней и/или внешней коррозии/эрозии в технологических трубопроводах, сосудах под давлением и клапанах. Рентгенографическая пленка обеспечивает постоянную запись исследуемого объекта.
Из-за того, что рентгенографическое изображение является двухмерным, глубина дефекта и/или несплошности требует дополнительного неразрушающего контроля, который обычно выполняется с помощью ультразвукового контроля. Требуется доступ к обеим сторонам объекта, а обработанное пленочное изображение просматривается и интерпретируется в переменном белом свете высокой интенсивности.
Практический предел толщины для гамма-радиографии из углеродистой стали составляет примерно 2,5 дюйма для Iridium 192 (Ir-192) и 9 дюймов для кобальта 60 (Co-60), в то время как энергия рентгеновского генератора определяет глубину проникновения, которая обычно составляет в среднем до 1,5 дюйма с портативным оборудованием. Для материалов толщиной более 1,5 дюйма требуется стационарное оборудование с высокоэнергетическим рентгеновским генератором.
этот метод неразрушающего контроля, в котором используется электромагнитная энергия в виде рентгеновских или гамма-лучей. Рентгенограмма представляет собой двухмерное негативное изображение объекта на пленке, чувствительной к радиационному воздействию. Рентгенография позволяет обнаруживать поверхностные и подповерхностные дефекты и/или несплошности.
Кобальт-60 (Co60) и иридий-192 (Ir192) являются наиболее часто используемыми промышленными изотопами гамма-излучения, которые непрерывно испускают гамма-лучи, хранятся и транспортируются в защищенных экранированных устройствах воздействия. Генератор рентгеновского излучения (также известный как рентгеновская трубка) преобразует электрическую энергию для производства рентгеновских лучей и управляется таким образом, чтобы остановить рентгеновское излучение при отключении электропитания оборудования
Рентгенография выполняется на большинстве металлических и неметаллических материалов, включая сварные швы, наплавки, отливки, поковки, фитинги, клапаны и компоненты, трубы, механически обработанные детали, сосуды под давлением, резервуары для хранения нефти и конструкционную сталь. В общепроизводственных отраслях рентгенография проводится в том числе: объекты энергетики, газодобычи, целлюлозно-бумажные комбинаты, нефтеперерабатывающие заводы и нефтеперерабатывающие заводы, трубопроводы и литейные цеха. Рентгенография также широко используется для определения степени внутренней и/или внешней коррозии/эрозии в технологических трубопроводах, сосудах под давлением и клапанах. Рентгенографическая пленка обеспечивает постоянную запись исследуемого объекта.
Из-за того, что рентгенографическое изображение является двухмерным, глубина дефекта и/или несплошности требует дополнительного неразрушающего контроля, который обычно выполняется с помощью ультразвукового контроля. Требуется доступ к обеим сторонам объекта, а обработанное пленочное изображение просматривается и интерпретируется в переменном белом свете высокой интенсивности.
Практический предел толщины для гамма-радиографии из углеродистой стали составляет примерно 2,5 дюйма для Iridium 192 (Ir-192) и 9 дюймов для кобальта 60 (Co-60), в то время как энергия рентгеновского генератора определяет глубину проникновения, которая обычно составляет в среднем до 1,5 дюйма с портативным оборудованием. Для материалов толщиной более 1,5 дюйма требуется стационарное оборудование с высокоэнергетическим рентгеновским генератором.
ЭЛЕКТРИЧЕСКИЙ КОНТРОЛЬ
ВИХРЕТОКОВЫЙ КОНТРОЛЬ
ЗАМЕР ТВЕРДОСТИ
- метод Бринелля;
- метод Роквелла;
- метод Виккерса;
 Метод Бринелля является статическим и регламентируется ГОСТом 9012-59. Определение твёрдости по Бринеллю производится путём вдавливания индентора в виде стального шарика соответствующего диаметра (D) в ОК при определённой нагрузке (P), приложенной к индентору строго перпендикулярно поверхности ОК. По истечении заданного времени выдержки нагрузка снимается и измеряется диаметр (d) получившегося отпечатка. Значение твёрдости по Бринеллю (HB) определяется делением нагрузки (Р) на сферическую площадь (F) отпечатка. Однако, для упрощения пользованием, таблицы твёрдости по Бринеллю составляются исходя из диаметра шарика (D), диаметра отпечатка (d) и величины нагрузки (Р). Число твёрдости обозначается цифрами и символом (например, 300 НВ).
Метод Роквелла (относится к статическим методам и определяется стандартом: ГОСТ 9013-59 (ИСО 6508-86). Для проведения этого контроля применяют в качестве индентора либо стальной шарик, либо алмазный конус, у которого угол при скруглённой вершине равен 120о.
Определение твёрдости производится по глубине погружения индентора в материал ОК. Нагрузка на индентор прикладывается последовательно в три этапа:
Метод Бринелля является статическим и регламентируется ГОСТом 9012-59. Определение твёрдости по Бринеллю производится путём вдавливания индентора в виде стального шарика соответствующего диаметра (D) в ОК при определённой нагрузке (P), приложенной к индентору строго перпендикулярно поверхности ОК. По истечении заданного времени выдержки нагрузка снимается и измеряется диаметр (d) получившегося отпечатка. Значение твёрдости по Бринеллю (HB) определяется делением нагрузки (Р) на сферическую площадь (F) отпечатка. Однако, для упрощения пользованием, таблицы твёрдости по Бринеллю составляются исходя из диаметра шарика (D), диаметра отпечатка (d) и величины нагрузки (Р). Число твёрдости обозначается цифрами и символом (например, 300 НВ).
Метод Роквелла (относится к статическим методам и определяется стандартом: ГОСТ 9013-59 (ИСО 6508-86). Для проведения этого контроля применяют в качестве индентора либо стальной шарик, либо алмазный конус, у которого угол при скруглённой вершине равен 120о.
Определение твёрдости производится по глубине погружения индентора в материал ОК. Нагрузка на индентор прикладывается последовательно в три этапа:
- приложение предварительной нагрузки (P0 = 10 кгс);
- приложение основной нагрузки (P), состоящей из предварительной (P0) и рабочей (Pраб) нагрузок, P = P0 + Pраб;
- снятие рабочей нагрузки, измерение глубины погружения индентора.
- способ упругого отскока;
- способ вдавливания.
 Суть этого способа (рис. 2) заключается в определении твёрдости материала ОК (2) по высоте (h2) отскока индентора (4), падающего с определённой высоты (h1), после его удара о поверхность ОК.
Приборы-склероскопы (рис. 2) для таких измерений разработаны сами́м автором метода и, в зависимости от исследуемого металла, имеют некоторые отличия. Так склероскоп типа С комплектуется индентором массой 2,5 г и высота его отскока (h2) фиксируется визуально. Склероскоп типа D имеет индентор массой 36 г, а величина отскока регистрируется электронным либо механическим устройством. Число твёрдости включает в себя цифровое значение величины твёрдости и символ (HS) с указанием шкалы, по которой произведён отсчёт – например, 95 HSD.
Суть этого способа (рис. 2) заключается в определении твёрдости материала ОК (2) по высоте (h2) отскока индентора (4), падающего с определённой высоты (h1), после его удара о поверхность ОК.
Приборы-склероскопы (рис. 2) для таких измерений разработаны сами́м автором метода и, в зависимости от исследуемого металла, имеют некоторые отличия. Так склероскоп типа С комплектуется индентором массой 2,5 г и высота его отскока (h2) фиксируется визуально. Склероскоп типа D имеет индентор массой 36 г, а величина отскока регистрируется электронным либо механическим устройством. Число твёрдости включает в себя цифровое значение величины твёрдости и символ (HS) с указанием шкалы, по которой произведён отсчёт – например, 95 HSD.
ТЕЧЕИСКАНИЕ
ТЕПЛОВИЗИОННЫЙ КОНТРОЛЬ
- При контроле качества строительства – обнаружение скрытых трещин в стенах, ошибки в установке окон и дверей, слабом утеплении стен, крыш, полов и т.д., недостаточная герметичность швов в стенах.
- Обнаружение перегрева электропроводки, агрегатов, механизмов и предотвращение аварийных ситуаций.
- Утечка теплоносителей в тепломагистралях, утечки хладагента в системах кондиционирования, утечки горячей или холодной воды.
- Проверка утепления стен, поиск слабых мест в теплоизоляции.
- С помощью тепловизора можно найти скрытые в стенах провода и трубы.
- И множество других способов применения тепловизора как в бытовых, так и в промышленных помещениях.
- дефекты теплоизоляции между футеровкой и стволом трубы; • трассировка теплотрасс, уточнение мест и размеров компенсаторов; • дефекты теплоизоляции в подземных трубопроводах (разрушение, намокание); • дефекты ствола труб (трещины, негерметичные швы бетонирования, участки пористого бетона); • дефекты футеровки труб (трещины, выпадение кирпичей, не заделанные монтажные проемы); • дефекты теплоизоляции печей, трубопроводов и т.д. • выявление мест порыва трубопровода
- места утечек газа; • повреждение изоляции трубопроводов; • дефекты стенок резервуаров; • определение утечек и мест разлива нефти; • определение уровня жидкости в резервуаре.
- Необходимая разница температуры должна быть не менее 10-15C градусов. Чем больше перепад температур – тем точнее данные исследований.
- Помещение не должно находиться под прямыми или отраженными солнечными лучами не менее 12 часов, иначе данные будут неточными.

МЕТОД МАГНИТНОЙ ПАМЯТИ МЕТАЛЛА
БЕСКОНТАКТНАЯ МАГНИТОМЕТРИЧЕСКАЯ ДИАГНОСТИКА
ВИБРАЦИОННЫЙ КОНТРОЛЬ
СПЕКТРАЛЬНЫЙ АНАЛИЗ
СПЕКТРАЛЬНЫЙ АНАЛИЗ
 Спектральные методы широко используются в различных отраслях для контроля качества сырья и готовой продукции, мониторинга технологических процессов. Они позволяют оперативно получать информацию о составе и свойствах различных материалов, выявлять дефекты, предотвращать брак.
Спектральные методы широко используются в различных отраслях для контроля качества сырья и готовой продукции, мониторинга технологических процессов. Они позволяют оперативно получать информацию о составе и свойствах различных материалов, выявлять дефекты, предотвращать брак.
Спектральный анализ выполняется на черных и цветных металлических материалах, включая сварные швы, наплавки, отливки, поковки, клапаны и компоненты, трубы, фитинги, обработанные детали, сосуды под давлением, конструкционную сталь, а также на компонентах,
спектральные методы широко используются для контроля состава и свойств металлов и сплавов. Они позволяют определять содержание легирующих элементов, примесей, а также обнаруживать различные дефекты, что важно для обеспечения качества металлопродукции.
Основной целью спектрального анализа является:
- подтверждение марки стали;
- подбор аналогов сталей и сплавов;
- актуализация технической документации;
Ключевое преимущество метода состоит в том, что анализируемый материал нет необходимости разрушать непосредственно во время проведения спектрального исследования.
АКУСТИКО-ЭМИССИОННЫЙ КОНТРОЛЬ
АКУСТИКО-ЭМИССИОННЫЙ КОНТРОЛЬ
Основан на излучении и регистрации волн напряжений при быстрой локальной перестройке структуры материала. Дефекты, которые возникают и развиваются в материале в период эксплуатации, вызывают концентрацию деформаций. Если во время нагружения локальная деформация перенапряжения), вызванная присутствием дефекта, превышает пороговый для эмиссии уровень, возникает акустическая эмиссия. Чем выше деформация, вызванная дефектом, тем выше уровень эмиссии и тем ниже уровень нагрузки, при котором она появляется. Суммарная энергия эмиссии является мерой опасности дефекта. Дефект, расположенный в более напряженном месте объекта, вызывает больший уровень концентрации напряжений и большую эмиссию, чем аналогичный дефект, находящийся в менее нагруженном участке. С точки зрения структурной целостности объекта дефект, находящийся в более нагруженном участке более опасен, чем аналогичный дефект в менее нагруженном участке. Акустико-эмиссионные испытания позволяют устанавливать это различие.
Классическими источниками АЭ являются процессы пластической деформации и разрушения. Быстрое движение (рост) источника АЭ вызывает возникновение волн напряжений, которые распространяются в структуре материала и достигают пьезоэлектрический пре- образователь. Электрические сигналы эмиссии, полученные в результате преобразования датчиком волн напряжений, усиливаются, регистрируются аппаратурой и подвергаются дальнейшей обработке и интерпретации.
Современные системы измеряют как отдельные параметры АЭ сигнала: амплитуду, длительность, энергию, осцилляции, время прихода, время нарастания и другие параметры, связанные с его частотными характеристиками, так и форму оцифрованного сигнала. Анализ совокупности параметров последовательности АЭ сигналов позволяет определять местоположение источника, его тип и степень опасности. Детальный анализ формы/спектра оцифрованного сигнала служит для уточнения типа источника и характеристик распространения сигнала.
 Поскольку источником акустико-эмиссионной энергии служит поле упругих напряжений в материале, АЭ контроль обычно проводится путем нагружения контролируемого объекта. Это может быть проверочный контроль перед запуском объекта, периодический контроль в процессе эксплуатации или мониторинг. Акустическая эмиссия отличается от большинства методов неразрушающего контроля (МНК) в трех ключевых аспектах.
Поскольку источником акустико-эмиссионной энергии служит поле упругих напряжений в материале, АЭ контроль обычно проводится путем нагружения контролируемого объекта. Это может быть проверочный контроль перед запуском объекта, периодический контроль в процессе эксплуатации или мониторинг. Акустическая эмиссия отличается от большинства методов неразрушающего контроля (МНК) в трех ключевых аспектах.
- Источником сигнала служит сам материал, а не внешний источник, т.е. метод является пассивным (а не активным, как большинство других методов контроля). Это, в свою очередь, приводит к тому, что:
- В отличие от других методов АЭ обнаруживает развивающиеся, т.е. наиболее опасные дефекты
- Данный метод является дистанционным, он не требует сканирования поверхности объекта для поиска локальных дефектов, а лишь правильного размещения датчиков на поверхности объекта для осуществления локации источника АЭ.
Возможности, связанные с дистанционным использованием метода, дают большие преимущества по сравнению с другими методами контроля, которые требуют, например, удаления изоляционных оболочек, освобождения объектов контроля от внутреннего содержимого или сканирования больших поверхностей. Благодаря отличию по своим возможностям от традиционных методов контроля, на практике оказывается очень полезным совмещать АЭ с другими методами. Использование метода АЭ значительно сокращает время проведения диагностических работ и экономит средства, затрачиваемые на их проведение и вывод из эксплуатации оборудования.